
高精度フィルム位置合わせ
- トップ
- 高精度フィルム位置合わせ
大型製品に対しての高圧成形を実現。さらに高精度位置合わせを可能にし、高意匠性・高品質な製品を提供します。

 加飾・フィルム成形の方法・技術
加飾・フィルム成形の方法・技術



4種のフィルム成形方法
ユニバーサルグラフィックでは、複数の成形方式・加熱方式から成形トライを行います。熱板加熱・予張ブロー・クランプテンション・クランプフリー、それぞれの加熱方式と成形方式の違いにより、製品形状やお客様の望まれるフィルム表面の質感に合う方法を選択でき、意図したデザイン表現を損なわない最適な手段でフィルム成形をご提案することが可能です。熱板を直接当てる方式では加熱中のたわみを少なくし、ヒーターを離して加熱する輻射加熱の方式では、表面の風合い・肌触りを残しつつ、多面取りや深絞りが必要な製品に適しています。お客様の製品パーツの素材、形状・サイズなどに合わせ、ご希望のデザイン・意匠と機能を実現する最適な工法を提案します。
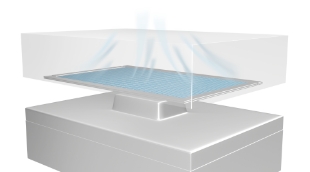
熱板加熱方式
 特徴
特徴
加熱した熱板に直接フィルムを吸引接触させ、加熱を行うことで、フィルムのドローダウン(フィルムの歪み)が最も起きにくい成形方式です。凹凸の少ない形状や多面取り金型に適しています。
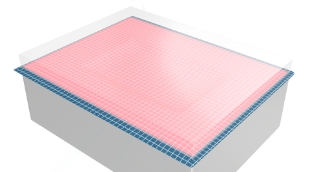
予張ブロー方式
特徴
輻射加熱したフィルムを成形直前に予張させ(ふくらませ)成形を行うことで、フィルムを金型の凸形状に近づけて、フィルムの歪みを極力抑える成形方式です。凸形状で最もスタンダードに用いられ、多面取り形状にも対応しています。
クランプテンション方式
特徴
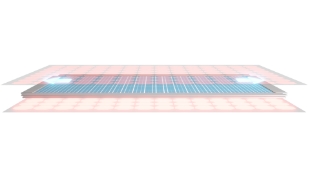
輻射加熱したフィルムを成形直前に左右方向へ延伸させ成形を行うことで、ヘアラインなど柄の直進性が求められるフィルムの歪みを極力抑える成形方式です。比較的凹凸が少なく柄の直進性を重視したい表面意匠の成形に適しています。
クランプフリー方式
特徴
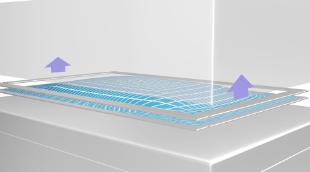
輻射加熱したフィルムを成形直前にクランプから解放し成形を行うことで、軟化したフィルムが惰性のまま凸金型形状へマッチすることを狙いとした成形方式です。フィルムが型の起伏で延ばされる部分を極力抑えたい製品に適しています。

 高圧成形技術とは
高圧成形技術とは
高い圧力により高熱を不要にする成形加工技術
通常フィルムインサートなどで用いられるフォーミングフィルム(射出成形金型内へインサートする前の加飾フィルム)は、成形適性温度まで加熱することでフィルムを軟化させ、型に密着させることにより、立体形状を得ます。その際、熱によるフィルムのダメージや予期しない歪みが、品質安定の大きな障壁となります。ユニバーサルグラフィックの高圧成形(成形圧力:1MPa)は、一般的な真空・圧空成形(成形圧力:0.1~0.3MPa)では実現できない高い圧力の成形によって、熱によるフィルムのダメージや歪みを軽減します。また、加飾フィルムの成形で位置合わせ精度が高い、超高圧成形(成形圧力:9MPa)と比較し、設備コストが安く、大面積対応が可能です。当社では、超高圧成形で得られる、位置合わせ精度を目標としつつ、大面積による多面取りで成形サイクルの大幅な短縮を実現し、「コストと位置精度を両立」する、最適な加飾成形品のものづくりをサポートします。

※成形方法の比較
高圧成形機スペック
| 最大成形圧力 | 1.0MPa |
| 最大サイズ | 1200mm × 640mm(輻射加熱) 1280mm × 640mm(熱板加熱) |
| 最大高さ | 150mm |
| 位置精度 | ±0.5mm |

 UGの高圧成形の特徴
UGの高圧成形の特徴
UGの高圧成形の特徴
高圧成形においても製品形状により歪み(ドローダウン)が発生することがありますが、ユニバーサルグラフィックではそれらの歪みを抑制するための成形方法を複数ご用意しています。また、印刷のズレは製版プロセスへフィードバックし、最適な印刷補正を実施。形状に起因するズレはグループ内の金型工場で、金型の微調整を実施することで、「高圧成形」「印刷」「金型」の3方向から、ズレないの実現を目指し、最終製品の歪みを回避します。

